



����һ�����b��Ʒ��
������һ���������E
������ϴ�^�V����ÿ�������ϰ���^�V�����wȡ�·źã���ȡ�V���������Ȝ�(zh��n)��õ�������(n��i)��Ȼ����^�V���ž��y���Ϸŵ�����ˮ�_ϴ������(n��i)�o��֮�����ڝ�����ֹ���ٌ��V����(n��i)��ˮ���M��
�����P(gu��n)���y�T���z��ƹ��Ƿ��ι̡�
������ϴ�V���������o�۹�������?j��n)Q�ɷ��ڞV�����ϣ������K�������Y(ji��)��(sh��)��
������ݔ�ƹܲ���V����(n��i)���̶����w�ϞV���w��
�����ݔ�ƹ�߅��߅�^��ݔ�ƹ��ПoÓ��(ji��)���ѿڵȬF(xi��n)����o���������_���y�T���ٰ�ԭ·�z�鷵�أ��^�m(x��)�^��ƹ��Пo���������Ю�������(y��ng)�����P(gu��n)���y�T��
�����V�����V����ϴҪ�Ƀ������o���@ˮ����ڡ�
�����S�r(sh��)�^����λ����ֹ������V���⡣
�������V����(n��i)���ƕr(sh��)Ҫ���b�ڵ��������©���ϡ�
�����^�V��ij�Ʒ�Ʊ���_(d��)�����S��(bi��o)��(zh��n)�����bƿ��
����ʹ���^�V����(y��ng)��(y��n)�����^�V��ʹ���f����(zh��)�С�
�������������P(gu��n)֪�R
����1�����b�C(j��)�ľS�o(h��)�ͱ��B(y��ng)
����(I)��(y��n)����ʹ���f������Ҫ�������
����(2)��ϴ
�������bϵ�y(t��ng)��ϴ�����_��Һ��ˮ�y���ԁ�ˮ���M(j��n)Һ�܌���Һ����ϴ���ϡ���Һ����Һ��ҲҪ���ڲ�ж��ϴ���bҺ�y�ø߉�ˮ���M(j��n)���ⲿ��ϴ��
�����ⲿ��ϴ������ˮ�_ϴ�C(j��)�����棨���ܛ_늙C(j��)�����ص�������P�鲣�������É��s�՚ⴵ�ɡ�
����(3)��Ҏ(gu��)�������P(gu��n)��λ��ע�����ͺ͝���֬���M������܇�g��ͨ�L(f��ng)����ˮ�������ꮅҪ�J(r��n)�挦�O(sh��)���M(j��n)����ϴ��Ҫ���b���O(sh��)��ķ��o(h��)�ְ壬���o(h��)���әC(j��)��(g��u)��ע��������ȫ��
����(4)ÿ�����C(j��)ȫ����ϴ��
����(5)ÿ�z��һ����Ͳ���L�ӡ�朗l�ɾo��r���M(j��n)���{(di��o)����
����(6)�p����ÿ����Qһ���͡�
����(7)�����a(ch��n)�������B�m(x��)����һ�Εr(sh��)�g���s3���£��ɸ��Qĥ�p��O��Ȧ���ܷ�|���O(sh��)��ʹ��1��2�����M(j��n)��һ�δ��ޡ�
����(8)�O(sh��)����ͣ��һ�Εr(sh��)�g������ϴ�Ƀ��⣬�C(j��)�����摪(y��ng)����֬���P�������ϲ����O(sh��)������
����2���z�(y��n)���|(zh��)
����(1)����(d��ng)��Ҫ���b�ľ��þƾ�Ӌ(j��)�z�(y��n)�ƶ��Ƿ����Ҫ��
����(2)����Ͳ�z�(y��n)ƿ���b���Ƿ����Ҫ��
����(3)�z�(y��n)���|(zh��)�Ƿ��峺�����Пo�s�|(zh��)��
����һ�����w���(y��n)�|(zh��)
������һ��ϴ�w
����1���������E
����(1)�ϰ��Ď췿�I(l��ng)����(d��ng)������ƿ�w���ÈA�κY�M(j��n)�Ї�(y��n)����ϴ�����w�r(sh��)����ƿ�w����ƿ���ϡ�
����(2)ƿ�w��(n��i)���坍���o�۹�����С���m�����ɲ��o���^��©�⣬�^�o�ѿڣ�������w�o����(zh��n)©�ơ�
����(3)�°��ʣ��ƿ�w�ðײ��w��(y��n)��
����2�����P(gu��n)֪�R
����ƿ�Ƶķ�ڣ�����Ҫʹ���M(f��i)���Г�(j��)���ţ��Dz����S����Q�ӷ�ڵ�ԭ���b��Ҫ���ڷdz���(y��n)�ܣ������Г]�l(f��)��B©�F(xi��n)���������_�����_���������^�õ��ٷ��ԡ�Ŀǰ�����ڰ�ƿ��ڵIJ��ϣ���Ҫ�����N��
����(1)���w ���w�ַQ���w�������w�����H�ϷQ�������w��ͨ�����ڹ���ƿ�^�ķ�ڣ����ý��ٲ��ϛ_���ʈA�ιڠ߅����21���ۺۣ��w��(n��i)�е��܌ӻ�|Ƭ��ԭ�p���I(y��)��QB-653-1975�C���Ĺ��wҎ(gu��)���ǰ����H�y(t��ng)һ��(bi��o)��(zh��n)��Ҏ(gu��)�������wֱ����1.033Ӣ�磨1Ӣ��=2.54cm�������Ȟ�1/16Ӣ�磬�w��߅��ֱ����(1.262+0.8)Ӣ�磬���ڃA�Ǟ�15�㣬���Ȟ�1/8Ӣ�磬�w��(0.262��0.05)Ӣ�硣
����(2)Ť���w�ַQ���I�w�������ݿ�ƿ�ķ�ڡ����ý��ٲ��ϛ_�����נ�ƿ�w�������Q���i�ڙC(j��)�ĝL��ʽ��ڙC(j��)��ڣ������Љ����B�Y(ji��)�c(di��n)��������һ�����ɵ�����������װ�ȫ���h(hu��n)���ډ���δŤ���r(sh��)��ʾԭ�⣬����r(sh��)��Ť���ף�ʹ�������ѣ�����Ť���w�����L����ƿ�i�����������ٲ��ϵ��g��Ҫ����Ҏ(gu��)��������һ���Ĺ❍�ȡ��w��(n��i)Ϳ�����ܡ�������Ȳ��ϡ�
����(3)Ģ��ʽ�� ���γ�Ģ����������^�c�w�M���w��һ�w�����������w�۾o�w���������������ݼy��݆�y��������(qi��ng)�ܷ����ܡ������Ϸ�ӷ���ף��t���ڇ�(y��n)�ܲ������_����
����(4)����ͷ�ژ�(bi��o) ������Ƿ��w�ͷ����ϼ��ף�����סƿ�i��������ܷ�Ⱥ����^�������ͨ������������ٲ����ס���ژ�(bi��o)�Ƿ���ϵ�픘�(bi��o)���T�R��(bi��o)��ȫȦ��(bi��o)�ȵĽy(t��ng) �Q������ü�ӡˢ���ɡ�Ҳ�в����o����ڵĽz�I�������Ƶȣ��𱣳�ԭ����b������á�
�������������wƿ�w
����1���������E
����(1)�����w�õă�(n��i)�������w���坍�Ƀ������댣��������(n��i)���á�
����(2)���ѽ�(j��ng)�b�Ùz�(y��n)�^�ϸ�ľ�ƿ�����Ѓ�(n��i)�������w�σ�(n��i)����Ȼ���w�����w�����o���������i�z��횾���߅��ã������Р��w�����w�����_��Ť���༰©�ƵĬF(xi��n)������F(xi��n)��������(y��ng)����ԭ��ȡ�������i�ڡ��� (3)���w�r(sh��)�z�(y��n)���|(zh��)�Ƿ��峺�����Пo�s�|(zh��)���Ƿ���Ϲ�ˇҪ��
����2�����P(gu��n)֪�R
�������w�C(j��)����Ҏ(gu��)�����£�
����(1)�z�鉺�w�C(j��)�Դ�Ƿ�Ӻã���������Ƿ����_��
����(2)�_�����w�C(j��)��
����(3)�z�(y��n)���|(zh��)��ƿ�w�Ƿ���Ϲ�ˇҪ���ںϸ��ƿ�ϼ��w��
����(4)���w
�����ٰ��ԄӉ��w�����Ѽ��w��ƿ�ӷ������D(zhu��n)���^����ƿ�P֮�g��̤���_̤�壬ͨ�^���U��朗l�����D(zhu��n)��ʹ��݆�c���^һ���½������^�o�����^ƿ�����������D(zhu��n)���ְ����ͨ�^ƫ������ʹ?ji��)L݆������|ƿ�w����^����������ڹ����_���֣��L݆�ڏ������������x�_ƿ�w��(f��)λ�����_�_̤�壬���^������(f��)λ�����һ�η�ڹ���ѭ�h(hu��n)��
������ȫ�ԄӉ��w�����Ѽ��w��ƿ�ӷ���ݔ�͎��ϣ���(d��ng)ƿ��ͨ�^���w�C(j��)�r(sh��)�Ԅ���ɉ��w������
����(5)�z�鉺�w���ƿ���Ƿ���Ϲ�ˇҪ��
�����������z�(y��n)���^�|(zh��)��
����ץ���������Ȓ�õİ�ɫ�z�����չ���գ��������^��ƿ��(n��i)�Пo����o����ľƷ������̘�(bi��o)������߅���Ю���ı���x����ץ��ƿ�r(sh��)Ҫ�o����ֹ���¡��쿴����r(sh��)˼��Ҫ���У��J(r��n)��ؓ(f��)؟(z��)������©�z�������^�췲�����s�|(zh��)������ľ��ٲ��ϸ�횷�����ƿ��(n��i)�o����峺���ٺϸ�Ʒ��Ҫ���Һ�峺�����o�Ҹ���ͳ������b���Ϻ���(bi��o)��(zh��n)��ƿ��ƿ�w��©�⡢���B�ƣ�ƿ��ڝ������o���c(di��n)��
���������N�̘�(bi��o)
������һ����������ע�����(xi��ng)
�����I(l��ng)���̘�(bi��o)�r(sh��)����(y��ng)�z���̘�(bi��o)�Ƿ����Ҫ�����̘�(bi��o)�ı����w�����a(ch��n)���ڡ���̖����Σ���(d��ng)��ı�����꣬�����S�ڶ����^�m(x��)ʹ�ã��l(f��)��������r��������̎����
����ճ�N�r(sh��)����(y��ng)��Q���o��б���{��Ҫ����
�����̘�(bi��o)���i��������Č��R�����õ��ǡ���߅���N�Ǽ�ʹ�ÏU��(bi��o)���U�i�����i�������eλ���i����횾o�Nƿ�w߅����
������������(bi��o)�ă�߅�g���횴�����ȡ�
����������©�N�̘�(bi��o)���i���ĬF(xi��n)��
����ʹ�÷��η�ڡ����С�A������N����������©�N�F(xi��n)����С�A���ó���ƿ�w߅����С�Aע���̘�(bi��o)��회�������(bi��o)����������б�F(xi��n)��
����ʹ�þI���Įa(ch��n)Ʒ��Y(ji��)һ߅��회���(zh��n)����(bi��o)���������Ɏ���δ��I�����b�䡣
�����������P(gu��n)֪�R
����1.�̘�(bi��o)
�����̘�(bi��o)�����������P(gu��n)���T��Ոע�Ժ��ã��ɵõ����ɵı��o(h��)������(sh��)�H��Ҫ���ɲ��ÆΘ�(bi��o)���p��(bi��o)������(bi��o)��������(bi��o)������(bi��o)���i��(bi��o)������(bi��o)��ӡ��ע���̘�(bi��o)�ĈD��(bi��o)����������ԭ�t�Ϙ�(bi��o)����(y��ng)�c����һ�¡�������(bi��o)�Ͼ���ע���a(ch��n)�ء��S�����ȼ����b����ԭ�ϡ��Ʒ����ƶȼ����S���ڼ���̖���a(ch��n)Ʒ��(bi��o)��(zh��n)��̖����̖�ȡ�����(bi��o)��ͨ�������ֵ��f�����������L���ֲ�Ҫ̫С��
�����̘�(bi��o)Ҫע��һĿ��Ȼ���o���M(f��i)�������ö���(d��)�ص����ӡ��ˣ��̘�(bi��o)��ɫ�ʲ���̫�࣬�D����(y��ng)���죬���ˏ�(f��)�s����y������Ҫ�������̘�(bi��o)����(y��ng)�x���͝��͉A�Լ�������Ҏ(gu��)���1m2��70��80g��
����ƿ�b�Ƙ�(bi��o)־횷��ϡ�ʳƷ�l(w��i)��������GB 7718-2011��ʳƷ��(bi��o)��ͨ�Ø�(bi��o)��(zh��n)����Ҏ(gu��)����
����2���N��(bi��o)Ҫ��
����һ���С�С�ͰƏS�������˹��N��(bi��o)����S���ÙC(j��)е�N��(bi��o)�����˹����C(j��)е�N��(bi��o)�ɷ����á�
������Ҏ(gu��)��λ�þo�Nƿ�ڣ�Ҫ�����R����Ó�䡢����б�����ް�����ʹ���˹��N��(bi��o)���t�Ȍ��ܶ��̘�(bi��o)���۳��������ε������Π�����ڱP���������һ�Ӽ����ĝ{���ϣ�ʹ�̘�(bi��o)�����҃����߅����ϝ{�����N��(bi��o)�r(sh��)����ƿ��б�������Ƶ�Сľ���ϣ��N�Ϙ�(bi��o)�����������ܛ�������ƽ����(sh��)��
����3���{��
����ͨ�����ú���Һ������Һ��������ϩ����Һ�ȣ������Ɲ{���������R�������1kg����2��2.5kgˮ�{(di��o)�ɝ{��ڲ�ͣ��?c��i)����¼���Һ�B(t��i)�A130mL���ٰ�ʹ����r�Ӝ�ˮ�{(di��o)��(ji��)�����ȡ�
����4���C(j��)е�N��(bi��o)
�����N��(bi��o)�C(j��)�Ĺ�ˇ���̞飺���{��ϵ�y(t��ng)��ȡ��(bi��o)��Ĩ�{����(bi��o)����ȡ��(bi��o)���A��(bi��o)�D(zhu��n)�ġ��D(zhu��n)ƿ�_�N��(bi��o)������(bi��o)���L��(bi��o)�b�á����{��ϵ�y(t��ng)����늿ع̶��l���_�]���y���ښ���������£��{���عܵ��������ڝ{��݁�ϡ�ÿ��ȡ��(bi��o)�����ƿ����ͬ������Ҫ���ڲ���݆����������ͬ�ǶȵĔ[�ӡ���늙C(j��)��늴��{(di��o)��늙C(j��)���Ԅ��b���O(sh��)���B�i��ȫ�b�ã���ijһ��������ǰ�������S���_܇��
�����ġ��b��
������һ����������ע�����(xi��ng)
������(n��i)�в���ʹ��ù?f��n)���׃�·�(y��n)�ؼ���(b��o)�U��Ƭ�����w��횿����R����(y��n)��(sh��)��
�����ϸ��C��회�����(d��ng)����b���ڡ��a(ch��n)Ʒ���Q��Ҏ(gu��)����̖����Ρ��z�(y��n)�T���b��T���ϸ��C���ڱ�횺��̘�(bi��o)�ϵ�����һ�£���(d��ng)��ϸ��C��횮�(d��ng)�����꣬�����S��ʣ��ĵڶ������ã�����������r������̎������������©�Ż��ŵĬF(xi��n)��
������(n��i)���塢�װ塢�w�岻����©�Ż��ŵĬF(xi��n)��
�������Ӳ��ܴ����(n��i)���b�a(ch��n)Ʒ��횺��������Q��һ�£���(y��n)��׃�μ����䲻��ʹ�á�
��������r(sh��)��(y��ng)�м�(x��)�ˌ��b�䔵(sh��)�����̘�(bi��o)�Ƿ���ã��Ƿ��о��(bi��o)�F(xi��n)������r(sh��)������ָ�p�p��ס�i���Ӻ�̎���_���i��ճ�N���R������r(sh��)����횾��o����(bi��o)��
�����z�ױ�횠C�á��C��(sh��)���Cƽ��������©�C�F(xi��n)�{�����ó����̘�(bi��o)���i���N��(bi��o)���⣬���ú����̘�(bi��o)���i�����漰ƿ���ϣ��{�����ͿĨ����
����ʹ�ð��Įa(ch��n)Ʒ���b��r(sh��)����횾��o�̘�(bi��o)�������о��(bi��o)����������ĬF(xi��n)��
����ʹ�þW(w��ng)�Įa(ch��n)Ʒ���W(w��ng)�ױ�������������о��(bi��o)���W(w��ng)�ĬF(xi��n)��
�����������횴�o���������������Ɏ�����б�ĬF(xi��n)����۱�횊A�o���Aƽ��������©��F(xi��n)��
����ճ�z�����ճ����ճƽ��ճ�o��
�������������P(gu��n)֪�R
����1������b����
����ͨ���鼈�䣬�b����0.5kg��ƿ�ƣ�ÿ���b12��20��24ƿ��ƿ�cƿ֮�g�Ã�(n��i)�r���r�������һ�㿨�顰�������Ρ�Ҳ��ʹ�ÙM����ֱ�����A�����˿����еļ����߀�O(sh��)�i���������Ҏ(gu��)���O(sh��)����r��ƿ�ζ�����
����ƿ�b������b��ľ�䡢������������ϣ���(y��ng)ע�ЏS�����a(ch��n)�ء����������ء�ë�ء�ƿ��(sh��)�����b�ߴ硢ƿ�bҎ(gu��)���С�С���p�š��������ɵ��á��������������ϡ��������ᡱ��ָʾ��(bi��o)־�����D(zhu��n)�䑪(y��ng)������ϴ�����Ì���s���܇�g�С�С�͏S������˹��b�䡣�b�����Ҫ���p�á��p�ţ��̘�(bi��o)횶������������弈Ҫ���������������𡢷���ײ�����á��b���횽�(j��ng)�|(zh��)���z�(y��n)�T�z��ϸ�ÿ�����a(ch��n)Ʒ�|(zh��)���ϸ��C������������ʽ����C(j��)���䡣����ǰ�����zˮ��ţƤ���l��ס��p��������Ϟ����������ۡ��F������Ҏ(gu��)��錒12��16mm����0.3��0.5mm;���������錒15.5��16mm����0.6��1mm�����۞��(bi��o)��(zh��n)�Ϳۡ�
����2������C(j��)����Ҏ(gu��)��
����(1)�z�����C(j��)�Դ����������Ƿ����_��
����(2)�_������C(j��)��
����(3)��(d��ng)���b�䵽�_(d��)�����_�r(sh��)���z����b���Ƿ���ã��ϸ��C���Ƿ�źá�
����(4)���䡣
�����ٰ��Ԅӷ���C(j��)���������ͳ��Ď��^���͎��۲������_����İ��ۃ�(n��i)��ʹ֮�|�����_�P(gu��n)���əC(j��)е����ʹ֮���o��Ȼ�����C(j��)�Ԅӌ����b�������ɷ��䡣
������ȫ�Ԅӷ���C(j��)�����z��ϸ�İ��b�����ݔ�͎��ϣ����b�佛(j��ng)�^����C(j��)���Ԅ���ɷ��������
����(5)���z���õİ��b���Пo�����|(zh��)�����}�����]�Єt�����b����졣
����3������C(j��)�ľS�o(h��)�ͱ��B(y��ng)
����(1)ÿ�칤���Y(ji��)����횼��r(sh��)�˳�܉���̓������(n��i)�����������Ա����������L�ڜ��������w����ɏ���׃�Σ���ʹ�´������r(sh��)�͎�������
����(2)�������^���У����ώ����c�C(j��)��Ħ�����a(ch��n)���ܶ���м������L�ڷe�����е������o�����C�^���͎�܉�������ϣ���Ӱ�����������ճ�ӣ���횼��r(sh��)�����
����(3)�����ծa(ch��n)Ʒ�f����Ҏ(gu��)�����蝙�������͙C(j��)���⣬��(y��n)�����͎�݆�����ώ��ϼ��ͣ������
����(4)�C(j��)���l(f��)�����ϕr(sh��)���м�����ק��������
��һƪ�������a(ch��n)��ˇ�������P(gu��n)֪�R
��һƪ�������a(ch��n)�Ĝ�(zh��n)�乤��

 ����(Schroder��Schyler)�����Ƿ�����������ߚvʷ�ľ��̹�˾...
����(Schroder��Schyler)�����Ƿ�����������ߚvʷ�ľ��̹�˾... ��(d��ng)��Ĺ��b�C(j��)е����������ϡ�ơ�ƹ��b�C(j��)е��ʳƷ���b�C(j��)е�����и��١����ס���...
��(d��ng)��Ĺ��b�C(j��)е����������ϡ�ơ�ƹ��b�C(j��)е��ʳƷ���b�C(j��)е�����и��١����ס���...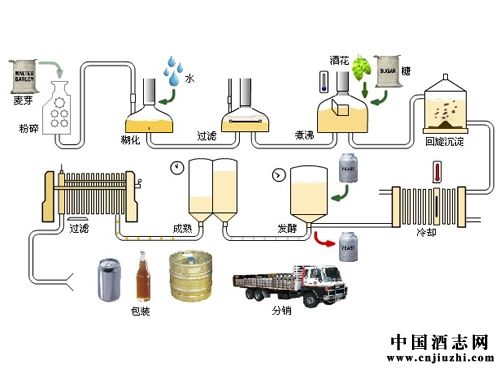 ơ�����a(ch��n)���Է֞���ѿ���졢ơ����졢ơ�ƹ��b3����Ҫ�^�̡�1����ѿ���졣2...
ơ�����a(ch��n)���Է֞���ѿ���졢ơ����졢ơ�ƹ��b3����Ҫ�^�̡�1����ѿ���졣2... ���Խ��Խ������Ѿ�Ʒ�ƶ�����Ŭ���[Ó�s�y�o�µľ�ƿ���b���ê�(d��)�ص����Ʒ...
���Խ��Խ������Ѿ�Ʒ�ƶ�����Ŭ���[Ó�s�y�o�µľ�ƿ���b���ê�(d��)�ص����Ʒ...

